本章節詳細介紹 SCHNEEBERGER MONORAIL 導軌系統的安裝方法、固定技術、公差規範及影響精度的關鍵因素。 正確的導軌安裝對於確保系統精度、使用壽命和運行性能至關重要。
4.9.1 固定方式
MONORAIL 導軌可以兩種方式固定。標準導軌 (N) 和用於蓋板的導軌 (C) 具有連續的固定孔,帶有沉頭孔,可從上方固定。此外,還有底部帶螺紋固定孔的導軌 (U),可以從機器工作台下方螺栓固定。以下概述顯示了兩種固定方法的優缺點。
從上方固定 (N, ND, C, CD)

優點
- 易於接近
缺點
- 導軌固定孔必須用塞子或蓋板封閉,以保護刮水器
- 由於封閉件造成的突出邊緣:刮水器磨損、污染
從下方固定 (NU, NUD)

優點
- 導軌固定孔不需要封閉件
- 導軌表面無突出邊緣
缺點
- 接近性有限
- 由於螺釘較長,張緊力較低
4.9.2 導軌選項
特殊固定孔間距 L4
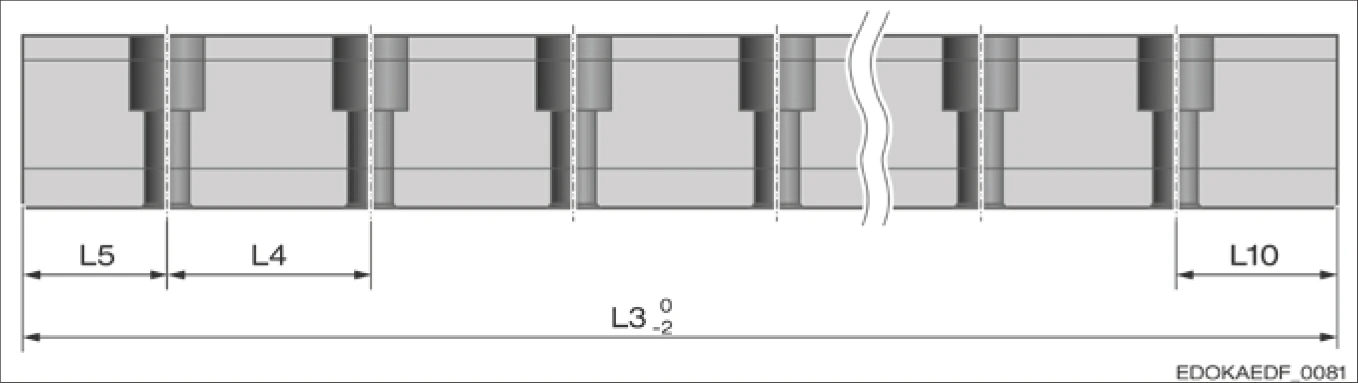
固定孔間距示意圖
固定孔間距說明:
- L5 - 起始固定孔間距
- L4 - 固定孔間距
- L3 - 導軌長度
- L10 - 末端固定孔間距
雙倍或半倍固定孔間距 L4
應要求,MONORAIL MR 導軌可提供雙倍固定孔間距 L4。這不是標準產品(訂購代碼 NX)。可用性需詢問。需要注意的是,在這種情況下,剛性和運轉精度會降低。
對於 MONORAIL BM 導軌,也可提供半倍固定孔間距(對應於 MR 標準 L4)的導軌,以提高剛性和改善運轉精度。這不是標準產品(訂購代碼 NX)。可用性需詢問。
其他特殊固定孔間距
可根據要求提供客戶特定的固定孔間距,或在導軌長度上變化的固定孔間距,例如在多段導軌的對接處。
額外的定位固定孔和螺紋
可選擇提供帶有額外固定孔的導軌,例如用於定位銷,或帶有額外螺紋孔的導軌。可用性需詢問。
導軌上表面額外固定孔
可根據客戶特定規格在導軌上表面加工額外的固定孔,例如用於定位銷或通孔(例如用於安裝滑塊)。可用性需詢問。
導軌端部加工
導軌端部在分離導軌後進行加工。
標準設計:
- 用於轉移滑塊的倒角
- 防止損壞
- 對於帶蓋板的導軌,為蓋板提供乾淨的支撐

標準
💡 重要提示
特殊導軌選項需要提前規劃並與 SCHNEEBERGER 技術團隊確認可行性和交貨時間。這些選項可能會影響導軌的性能特性,建議在設計階段進行詳細討論。
4.9.3 固定孔封閉件
導軌固定孔可提供以下封閉件:
各種元件類型的優缺點比較可參見 第 4.3 節 - 導軌類型。
有關可用尺寸、類型和訂購詳情,請參閱 SCHNEEBERGER MONORAIL 和 AMS 產品目錄;有關安裝資訊,請參閱 SCHNEEBERGER 鋼塞和黃銅塞的安裝說明。
塑料塞

特點:
- 價格便宜
- 易於安裝和拆卸
- 適用於受保護軸和清潔工作環境,例如搬運應用
- 滾柱產品訂購代碼:MRK
- 球型產品訂購代碼:BRK
- 無法重複使用
黃銅塞

特點:
- 價格便宜
- 表面平滑且無間隙
- 優異的刮除功能
- 適用於較高的熱負荷和機械應力
- 液密性
- 需使用液壓安裝工具進行裝配
- 無法重複使用
- 滾柱產品訂購代碼:MRS
- 球型產品訂購代碼:BRS
鋼塞

特點:
- 導軌表面平滑
- 良好的刮除功能
- 適用於高機械應力和熱應力,例如戶外環境、切屑區域
- 使用液壓安裝工具進行簡單裝配
- 價格昂貴
- 無法重複使用
- 滾柱產品訂購代碼:MRZ
蓋板
特點:
- 導軌表面平滑,僅在縱向有一個突出邊緣
- 良好的刮除功能
- 使用安裝工具最小化安裝工作量
- 整條導軌僅需一個封閉件
- 可多次重複使用且易於拆卸
- 安裝時需在導軌後方預留自由空間
- 使用端件 (EST) 或固定帶 (BSC) 固定蓋板端部
- 滾柱產品訂購代碼:MAC
- 球型產品訂購代碼:BAC
4.9.4 導軌長度公差
單段和多段導軌的縱向公差為:L3 = -/-2 mm
單段和多段導軌固定孔的位置公差如下:

固定孔間距示意圖 L4:
L4 = 固定孔間距
L3 = 導軌長度
| 位置公差 t (mm) | ||
|---|---|---|
| 導軌 | xn ≤ 1000 mm | xn > 1000 mm |
| 感應硬化 | 0.4 | 0.4 |
| 完全硬化 | 0.6 | 0.8 |
4.9.5 許可螺絲鎖緊扭矩
下表列出 DIN 912 / ISO 4762 固定螺絲的最大鎖緊扭矩。此數值基於出廠狀態下的摩擦係數 μ = 0.125。
⚠️ 注意
未使用正確扭矩鎖緊螺絲會導致元件損壞
- 必須遵守螺絲供應商的建議,且這些建議始終具有約束力。
- 低頭螺絲 DIN 6912 應按照強度等級 8.8 進行鎖緊。
- AMS 導軌應使用 8.8 級螺絲。
固定螺絲 ISO 4762 的鎖緊扭矩:
| 最大鎖緊扭矩 (Nm) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 螺絲 | M4 | M5 | M6 | M8 | M12 | M14 | M16 | M24 |
| 尺寸 | (15) | (20) | (25) | (30, 35) | (45) | (55) | (65) | (100) |
| 強度等級 8.8 | 3 | 6 | 10 | 24 | 83 | 130 | 200 | 700 |
| 強度等級 12.9 | 5 | 10 | 16 | 40 | 95 | 166 | 265 | 1100 |
💡 註
表中括號內的數值表示螺絲的長度 (mm)。
4.9.6 無定位面的許可橫向力
對於未提供定位面的情況,可從下表中獲得最大許可側向力的指導值。
FSide_max 值取決於動態負載負載能力 C、滑塊固定類型以及螺絲的強度等級。
💡 註
基於強度等級 8.8 的螺絲連接。表中的數值表示由一個滑塊施加在導軌上的最大側向力,適用於標準固定孔間距 L4。使用兩個或更多滑塊時,數值會相應增加。

MONORAIL MR 最大橫向力 FLateral_max (N)
| 尺寸 | 滑塊類型 A, C, E | 滑塊類型 B, D |
|---|---|---|
| 25 | 1400 | 1600 |
| 30 | 2800 | 3200 |
| 35 | 2800 | 3200 |
| 45 | 6900 | 7900 |
| 55 | 9600 | 10900 |
| 65 | 13200 | 15100 |
| 100 | 31500 | 36000 |
MONORAIL BM 最大橫向力 FLateral_max (N)
| 尺寸 | 滑塊類型 A, C, E, F | 滑塊類型 B, D, G |
|---|---|---|
| 15 | 280 | 320 |
| 20 | 480 | 550 |
| 25 | 710 | 810 |
| 30 | 1400 | 1600 |
| 35 | 1400 | 1600 |
| 45 | 3400 | 3900 |
💡 註
詳細的數值和其他系列(如 AMS)的資料,請參閱 SCHNEEBERGER MONORAIL 和 AMS 產品目錄。
表列的最大側向力僅適用於連接結構中理想剛性的連接表面和鋼或鑄鋼製螺絲固定件。在連接表面不穩定的情況下,螺絲負載會大幅增加,可能導致螺絲連接鬆脫。對於鋁製螺絲固定件,應根據 VDI 2230 標準減少最大許可側向力。
4.9.7 許可拉力和橫向扭矩
剖面導軌系統的最大負載不僅由滾動接觸的靜態負載負載能力 C0 和靜態力矩 M0 決定,還由滑塊和導軌的螺絲連接決定。在這種情況下,導軌的螺絲連接決定了最大負載極限。
💡 註
基於強度等級 8.8 的螺絲連接。表中的數值表示由一個滑塊施加在導軌上的最大許可拉力和橫向扭矩,適用於標準固定孔間距 L4。
MONORAIL MR 最大拉力和橫向扭矩
| 尺寸 | 滑塊類型 A, C, E | 滑塊類型 B, D | ||
|---|---|---|---|---|
| FTension_max (N) | MQ_max (Nm) | FTension_max (N) | MQ_max (Nm) | |
| 25 | 18800 | 200 | 21500 | 230 |
| 30 | 37000 | 490 | 42300 | 560 |
| 35 | 36900 | 590 | 42200 | 680 |
| 45 | 91700 | 1900 | 104800 | 2200 |
| 55 | 127400 | 3200 | 145600 | 3600 |
| 65 | 176400 | 5200 | 201700 | 6000 |
| 100 | 419400 | 19700 | 479300 | 22500 |
MONORAIL BM 最大拉力和橫向扭矩
| 尺寸 | 滑塊類型 A, C, E, F | 滑塊類型 B, D, G | ||
|---|---|---|---|---|
| FTension_max (N) | MQ_max (Nm) | FTension_max (N) | MQ_max (Nm) | |
| 15 | 3700 | 26 | 4200 | 30 |
| 20 | 6400 | 60 | 7300 | 68 |
| 25 | 9400 | 100 | 10800 | 120 |
| 30 | 18500 | 240 | 21100 | 280 |
| 35 | 18500 | 300 | 21100 | 340 |
| 45 | 45900 | 970 | 52400 | 1100 |
注意事項
當超過這些數值時,請務必檢查螺絲連接。為此目的,您可能需要鬆開螺絲連接。
列出的最大拉力和扭矩僅適用於連接結構中理想剛性的連接表面和鋼或鑄鋼製螺絲固定件。在連接表面不穩定的情況下,螺絲負載會大幅增加,可能導致螺絲連接鬆脫。對於鋁製螺絲固定件,應根據 VDI 2230 標準減少最大拉力和橫向扭矩。
4.9.8 影響精度的因素
導軌固定的精度受到一系列因素的影響:
| 影響因素 | 說明 |
|---|---|
| 連接結構的精度 | 表面的精度會直接傳遞到導軌上:若品質不足會縮短使用壽命 |
| 導軌的直線度 | 無扭結,符合 SCHNEEBERGER 規範 |
| 固定孔的間距 | 螺絲無法安裝在工具機上,而是停留在導軌固定孔中 |
| 安裝方式(有/無側向定位面) | 適用時,限制直線度 |
| 鎖緊扭矩 | 確保螺絲均勻鎖緊 |
| 使用平墊圈 | 確保平墊圈不位於固定孔上,且不限制插塞的安裝空間 |
| 工具機、導軌和螺絲的潤滑狀態 | 清潔所有部件 |
| 安裝方法(一次鎖緊螺絲或先以較低扭矩預對準) | 參見 MONORAIL 和 AMS 安裝說明 |
| 固定孔的鎖緊順序 | 參見 MONORAIL 和 AMS 安裝說明 |
| 安裝時導軌與工具機之間的溫差(熱膨脹) | 確保安裝時導軌與工具機具有相同溫度 |
詳細資訊
有關各項要點的詳細資訊,請參閱:
- SCHNEEBERGER MONORAIL 和 AMS 產品目錄與安裝說明
- 第 1.6 節 - 精度
- 第 1.7 節 - 直線度和導軌曲率
- 第 4.7 節 - 直線度
