4.7.1 選擇標準 Selection criteria
4.7.1 選擇標準
安裝方法描述了導軌系統中各個導軌相對於彼此的方向和排列。在選擇安裝變體時,必須考慮不同的標準,包括:
- 應用類型
- 發生的力和力矩
- 精度要求
- 剛性要求
- 操作條件,例如污染程度
- 潤滑類型
- 可用安裝空間
- 組裝工作量
- 考慮元件中發生的溫度變化以及相關的附加力
- 考慮軸上使用的螺絲連接
- 考慮懸掛軸的額外防墜裝置
基本上,導軌應該排列成使發生的力盡可能均勻地分佈在滑塊上,並且主要負載作用在拉伸/壓縮方向上。這樣做的優點是力直接由導軌吸收,並可通過固定螺絲傳遞到周圍結構中。某些情況下的高橫向力會導致作用在導軌上的力矩,並且只能從連接結構中的額外定位表面傳遞,這會產生額外成本。
在潤滑和保護導軌方面,應優先選擇水平或垂直排列的導軌,而不是其他排列方式。就安裝和導軌精度而言,建議所有導軌僅在一個平面上排列。
4.7.2 安裝變體 Installation variants
4.7.2 安裝變體
以下列出一些典型的安裝方法及其各自的特性和特點。
在大多數範例中,每個導軌配有兩個滑塊的雙導軌配置最為常見,因為這種配置在實際應用中最為廣泛。範例中未包括導軌和滑塊的螺絲方向以及橫向固定方法。這些主題在以下章節中有更詳細的說明:第 4.11 節 - 固定導軌、第 4.13 節 - 固定滑塊和第 4.14 節 - 連接結構的配置。
配置 1:單軌配置
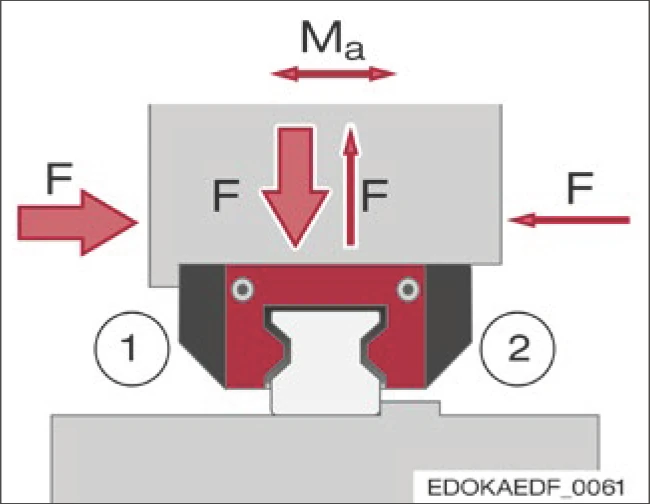
- 一根導軌配有一個或兩個滑塊
- 水平安裝
- 最小的力矩負載負載能力 Ma
- 適用於手動軸和低負載的輔助軸
- 簡單的對齊調整
- 對定位面 (1) 具有高水平的橫向力吸收能力
- 對反定位面 (2) 具有低水平的橫向力吸收能力
配置 2:雙軌標準配置

- 兩根導軌,每根配有兩個滑塊
- 水平安裝
- 簡單的安裝
- 高精度等級
- 適用於各種類型的軸、移動立柱
- 使用參考軌 (1) 簡單對齊
- 高力矩負載負載能力 Ma
配置 3:傾斜安裝(45°)

- 傾斜安裝,例如繞縱軸傾斜 45°
- 在傾斜角度方向上具有高力吸收能力
- 油潤滑需要單獨處理
- 導軌容易積聚污垢(必要時使用護蓋)
- 適用於斜床車床
- 上稜柱中污垢和冷卻液的積聚:
- 需要特殊護蓋
- 需提供排水孔/排水槽
配置 4:懸掛安裝(90° 壁掛)

- 懸掛安裝,傾斜 90°(壁面組裝)
- 高水平的水平力吸收能力
- 油潤滑需要單獨處理
- 導軌容易積聚污垢
- 適用於車床、加工中心側向滑道
- 上稜柱中污垢和冷卻液的積聚:
- 需要特殊護蓋
- 需提供排水孔/排水槽
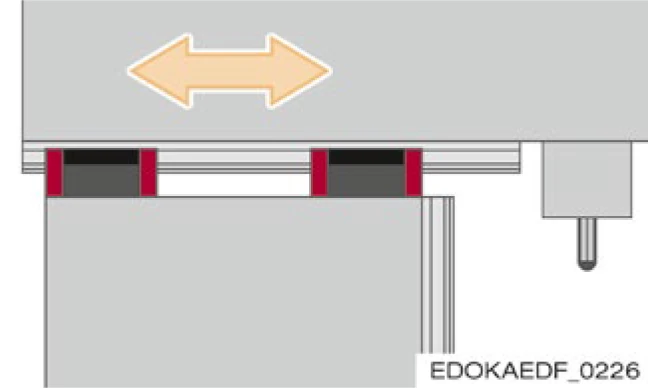
配置 5:導軌偏移 90° 配置

- 水平安裝,導軌偏移 90°
- 高力矩剛性
- 精密的安裝調整
- 適用於龍門工具機的側向滑道
- 對定位面的精度要求嚴格
配置 6:倒置安裝(懸掛軸)
- 安裝旋轉 180°,懸掛軸
- 由於拉伸負載導致剛性降低
- 滑塊容易積聚污垢
- 需要更高的靜態安全係數
- 必須提供防墜保護
- 需重新計算螺絲負載
配置 7:多軌並聯配置
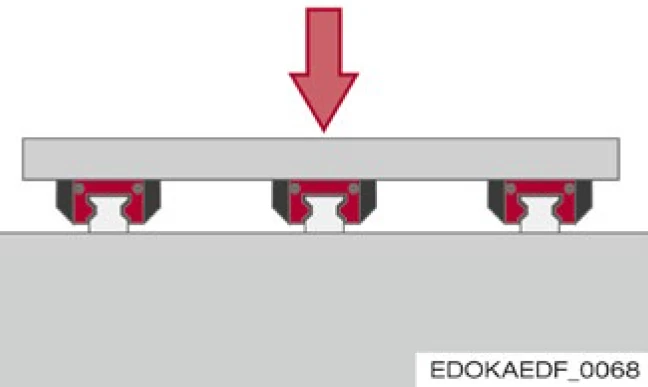
- 水平安裝
- 多根導軌並排,每根配有三個或更多滑塊
- (滑塊高度必須保持在小公差範圍內)
- 高垂直力吸收能力和剛性
- 適用於承受極高力的工具機工作台
- 外側導軌之間需要大間距
- 需支撐板材防止下垂
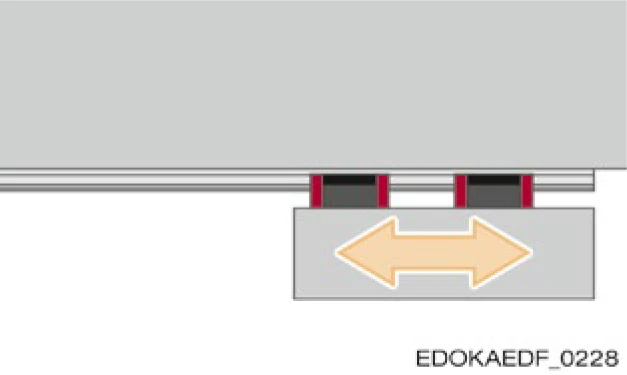
配置 8:導軌旋轉 180°(固定滑塊)
- 導軌旋轉 180°,滑塊固定
- 水平安裝(導軌伸入加工室,可能被切屑損壞。解決方法:硬化導軌表面)
- 適用於懸臂軸和支撐梁
- 適用於臥式銑床/鑽床、電火花加工機
- 滑塊容易積聚污垢
配置 9:緊密排列雙軌配置

- 每 2 根導軌和滑塊緊密排列
- 高垂直力吸收能力
- 適用於龍門工具機
- 由於剛性周圍結構,需使用高精度等級和/或配對設計的滑塊
配置 10:主力下的緊密滑塊配置

- 中等尺寸的滑塊在主力下緊密排列
- 連接板剛性不足
- 由於板材下垂,外側滑塊會額外受力。解決方法:剛性連接板
- 適用於重型工具機
- 需使用高精度等級和/或配對設計的滑塊
- 水平安裝
⚠ 注意
滑塊可能從導軌上脫離
- 滑塊可能從導軌上脫離,因此必須為滑塊實施額外的安全功能,例如以安全夾具的形式圍繞導軌以防止脫離。
用戶需要採取適當的設計和技術安全措施,以防止在發生錯誤時(例如由於滾動元件丟失)滑塊和導軌分離。
一種可能的設計措施變體是圍繞導軌的安全夾具。還應遵守相關專業協會的規範、相關指南和所涉應用的標準。
