正確的安裝對於 SCHNEEBERGER MONORAIL 導軌系統的性能至關重要。 本章節詳細介紹橫向定位面規格、導軌定向方法、安裝方法選擇以及支撐表面的精度要求。
4.12.1 導軌與滑塊橫向定位面
為了簡化 SCHNEEBERGER MONORAIL 導軌系統的安裝並實現導軌和滑塊的精確對準,導軌和滑塊的定位表面應配合橫向定位面。這樣可以傳遞更高的橫向力。請參閱第 4.9 節「導軌安裝」和第 4.11 節「滑塊固定」中關於無定位面時允許的橫向力。
遵守以下定位面高度規格可確保安全吸收力並為滑塊提供足夠的自由空間。滑塊和導軌在定位面邊緣設有倒角,這意味著連接結構可以設計為無需減輕槽。指定的圓角半徑為最大值,可確保滑塊和導軌正確貼靠定位面。

連接結構尺寸
尺寸符號說明:
- r1:側向定位面的最大圓角半徑
- r2:前側定位面的最大圓角半徑
- H1:定位面高度範圍
- H2:最小定位面高度
橫向定位面尺寸規格
| 類型 | 尺寸 | H1, min | H1, max | H2, min | r1, max | r2, max |
|---|---|---|---|---|---|---|
| MR | 25 | 3.5 | 6 | 5 | 0.8 | 0.8 |
| 35 | 4.5 | 7.5 | 6 | 0.8 | 0.8 | |
| 45 | 6 | 9.5 | 8 | 0.8 | 0.8 | |
| 55 | 7.5 | 12.5 | 10 | 1.3 | 1.3 | |
| 65 | 9.5 | 13.2 | 12 | 1.8 | 0.8 | |
| 100 | 15.5 | 16 | 22 | 1.8 | 1.8 | |
| BM | 15 | 3 | 3.5 | 3 | 1 | 0.6 |
| 20 | 3 | 4 | 4 | 0.9 | 1 | |
| 25 | 3.5 | 5 | 4.5 | 1.1 | 1.1 | |
| 30 | 4 | 5.5 | 5.5 | 1.3 | 1.3 | |
| 35 | 4.5 | 6.5 | 6 | 1.3 | 1.3 | |
| 45 | 5.5 | 8.5 | 7.5 | 1.3 | 1.3 |
4.12.2 導軌定向方法
導軌的對準取決於所需的精度水平,並且必須在設計階段仔細規劃,因為定位面的數量和位置在此時確定。請參閱第 4.14 節 - 連接結構的配置。
導軌定向方法可區分為以下類型:
方法 1:無工具手動對準
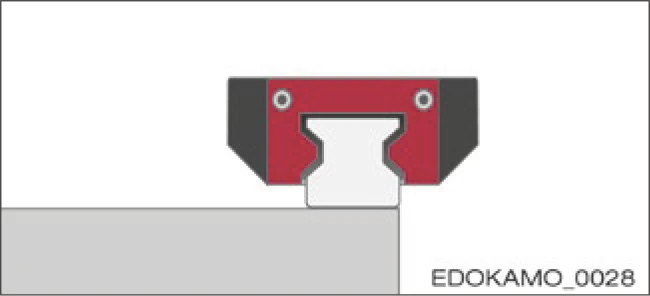
特點:
- 無參考邊緣可用
- 無工具的手動對準
- 不推薦
- 精度水平非常低
方法 2:使用工具手動對準
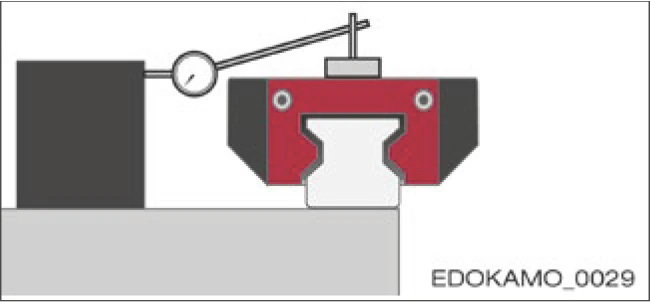
特點:
- 無參考邊緣可用
- 使用工具進行手動對準,例如對準規、導向條、千分錶、安裝滑塊
- 根據複雜程度,精度水平為中等到高
方法 3:使用橫向基準對準
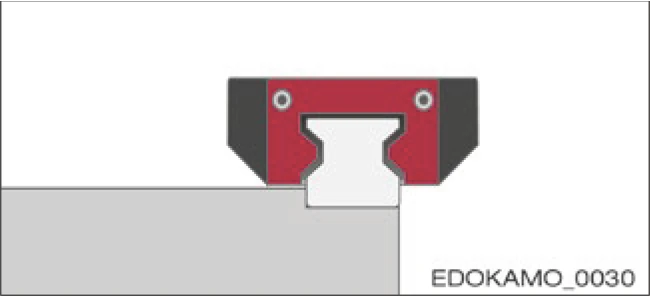
特點:
- 工具機床身中的橫向基準
- 通過壓靠定位面進行對準
- 高精度水平,取決於參考邊緣的精度
- 所需時間最少
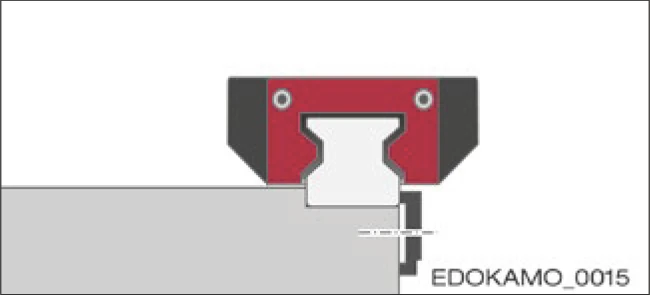
方法 4:使用橫向定位面加額外夾持對準
特點:
- 橫向定位面和額外的橫向夾持
- 使用橫向固定組件通過壓靠定位面進行對準
- 非常高的精度水平,取決於參考邊緣的精度
- 所需時間最少
4.12.3 滑塊橫向定位面與夾持
當使用橫向定位面安裝 SCHNEEBERGER MONORAIL 導軌時,建議導軌和滑塊的對側也應使用壓緊元件進行固定。這使導軌更容易對準,並支援雙向高橫向力吸收。可以使用不同的壓緊元件進行橫向夾持。可傳遞的橫向力高度取決於各自的設計,需要逐案檢查。

調整螺釘和夾持條 / 單楔條或雙楔條 / 沉頭螺釘軸 / 偏心螺釘
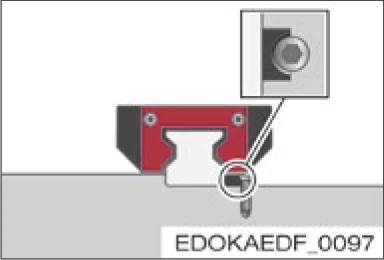
帶錐形倒角的夾持件
4.12.4 安裝方法
選擇適當的安裝方法並確定定位面的數量和佈置時,必須考慮不同的標準。這些標準包括:
- 負載
- 所需精度
- 組裝工作量
- 特定安裝環境
負載考量
拉伸/壓縮方向的力不會對橫向定位面產生任何影響。如果發生來自側面的負載,且超過無定位面時允許的橫向力值(見第 4.9 節 - 導軌安裝和第 4.11 節 - 滑塊固定),則必須提供定位面,並在適用的情況下提供橫向固定。數量和方向取決於所發生的力。定位面應根據主要負載的力方向進行佈置。當發生振動和衝擊時,也應提供橫向定位面。否則請提高系統的剛性。
精度考量
在導軌精度有嚴格要求的情況下,建議使用橫向定位面。定位面使安裝更容易,並降低實現精度的複雜性。導軌精度由定位面的直線度和導軌壓緊過程和/或橫向固定的精度決定。
組裝工作量
定位面使安裝更容易,並降低對準導軌所需的複雜性。
透過仔細的手動對準導軌,可以省略橫向定位面。在決定方法時,應仔細權衡安裝的複雜性與設計和技術製造的複雜性。
特定安裝環境
定位面和橫向固定需要額外的安裝空間和進入安裝位置的通道。因此,檢查所提供的定位面和固定是否與機器中的安裝位置相容非常重要。以下列出一些典型的安裝方法:
典型安裝方法

方法 1
- 無定位面
- 來自側面的小力吸收,力透過摩擦鎖定傳遞
- 高組裝工作量
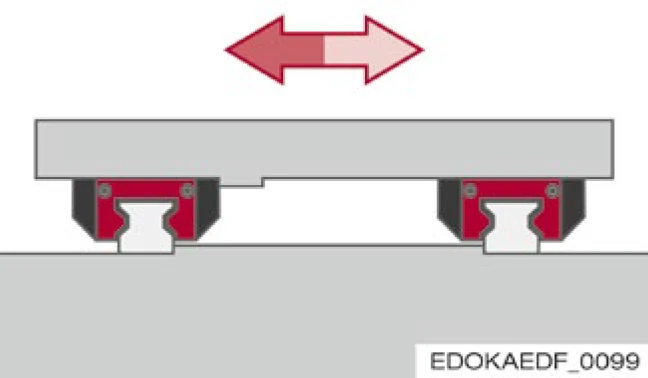
方法 2
- 兩根導軌各有一個定位面,一個滑塊側面有相對定位面
- 簡單安裝
- 從一個方向高橫向力吸收,例如用於傾斜床軸或懸掛安裝

方法 3
- 一根導軌及其滑塊帶有定位面和橫向夾持
- 對於來自兩個方向的高橫向力,一根導軌及其滑塊吸收大部分橫向力
- 相對簡單的安裝
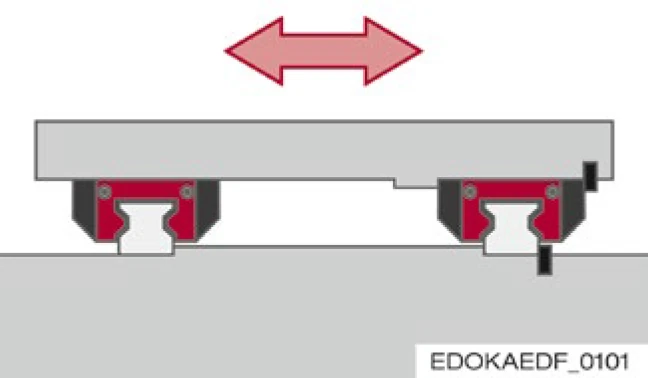
方法 4
- 兩根導軌和一個滑塊側面帶有定位面,一根導軌及其滑塊也帶有橫向夾持
- 簡單安裝
- 來自兩個方向的高橫向力吸收

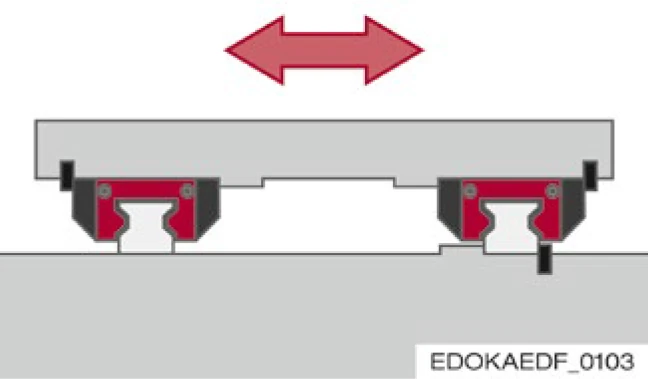
方法 5
- 兩根導軌和一個滑塊側面帶有定位面和橫向夾持
- 簡單安裝
- 非常高的精度水平
- 用於來自兩個方向的非常高橫向力
方法 6
- 一根導軌和兩個滑塊側面帶有定位面和橫向夾持
- 簡單安裝
- 非常高的精度水平
- 用於來自兩個方向的非常高橫向力
4.12.5 支撐表面的幾何與位置精度
SCHNEEBERGER MONORAIL 導軌的性能只有在安裝於具有高幾何精度的剛性結構上時才能實現。連接表面的不精確性部分由 MONORAIL 導軌的彈性變形補償,但可能會影響整體精度、運行行為、推力和使用壽命。不穩定的連接表面會增加導軌的內部約束力,這也會對使用壽命產生不利影響。
當遵守以下關於高度偏差和平行度的公差時,對使用壽命的影響在實踐中可以忽略不計。
連接表面的表面質量
支撐表面的表面質量不會直接影響導軌的功能和運行行為,但會影響靜態精度。滑塊和導軌透過高力的螺釘連接被壓緊在定位表面上。為了防止連接的沉降行為,需要高的表面接觸率。這是透過高水平的表面質量來實現的。對於支撐和定位表面,建議平均表面粗糙度為 Ra 0.4 至 1.6 μm。
橫向方向的允許偏差
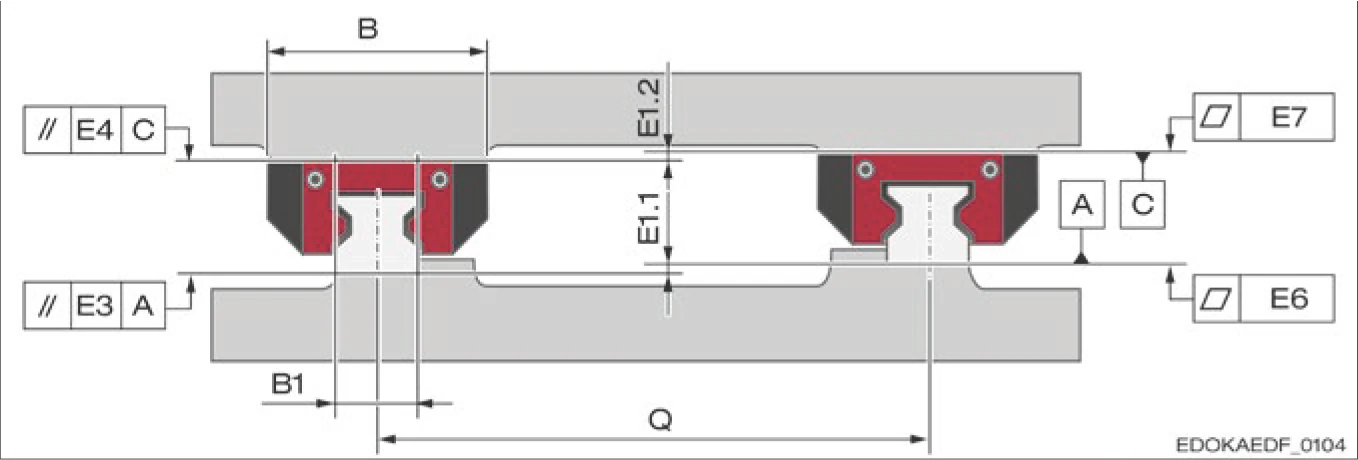
橫向方向的允許偏差符號:
- B:滑塊寬度(mm)
- B1:導軌寬度(mm)
- E1:橫向高度偏差
- E3:導軌支撐表面的橫向平行度
- E4:滑塊支撐表面的橫向平行度
- E6:導軌支撐表面的平整度
- E7:滑塊支撐表面的平整度
- Q:導軌間距系統(mm)
💡 橫向高度偏差計算
E1 = E1.1 + E1.2
這也包括尺寸 A = MONORAIL 高度的公差。
導軌支撐表面的橫向平行度 E3
滑塊支撐表面的橫向平行度 E4

預壓因子
預壓因子描述了預壓對滑塊和導軌支撐表面精度要求的影響。較高的預壓意味著較高的剛性,因此在連接表面出現偏差時會產生更大的內力。
| 預壓 | V0 / V1 | V2 | V3 |
|---|---|---|---|
| 預壓因子 vsp | 3.0 | 2.0 | 1.0 |
縱向方向的允許偏差
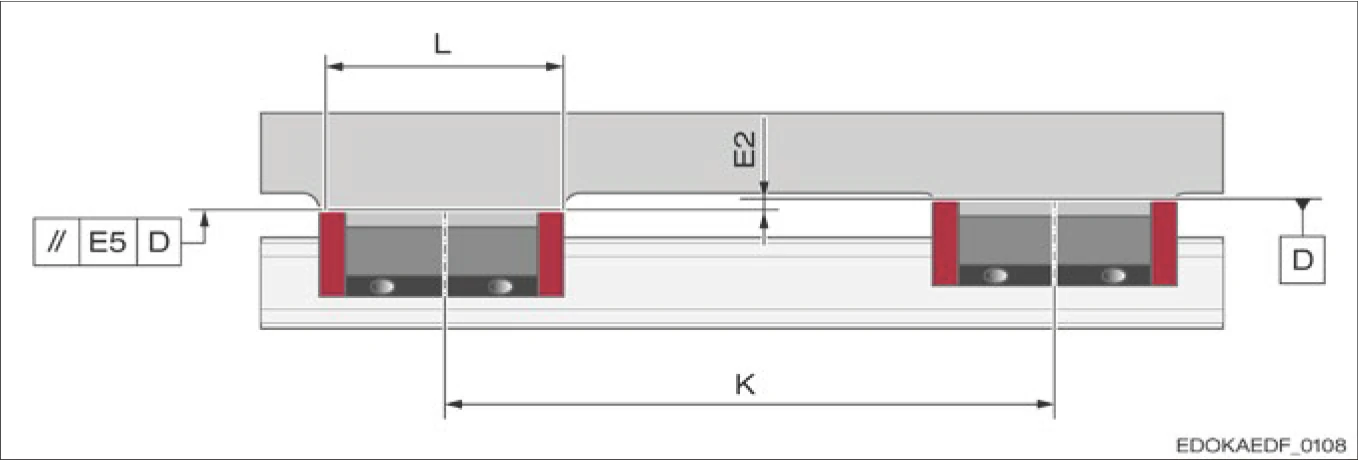
縱向方向的允許偏差符號:
- E2:縱向高度偏差
- E5:滑塊支撐表面的縱向平行度
- L:滑塊總長度
- K:滑塊縱向間距
- Δh:滑塊 1 和滑塊 2 之間的高度差
💡 滑塊因子
滑塊因子 t:
- MRA/C 和 BMA/C/F = 5
- MRB/D 和 BMB/D/G = 4
滑塊支撐表面的縱向平行度 E5
定位表面的允許平行度公差
對於非平行對齊的導軌,行程運動會導致導軌系統中的張力,這會對滾動接觸表面增加額外的負載。這可能會導致使用壽命的縮短。否則,這會降低導軌的運轉精度。
因此,應遵守指定的平行度公差 Δ,並假設滑塊座的剛性為無限高。

預壓等級 V0 - V3 的公差 Δ(μm)
| 尺寸 | V0 | V1 | V2 | V3 |
|---|---|---|---|---|
| 15 | 13 | 12 | 11 | 6 |
| 20 | 13 | 12 | 11 | 6 |
| 25 | 14 | 13 | 12 | 7 |
| 30 | 16 | 15 | 14 | 8 |
| 35 | 18 | 17 | 16 | 9 |
| 45 | 22 | 21 | 20 | 11 |
| 55 | — | 25 | 23 | 13 |
| 65 | — | 29 | 27 | 17 |
| 100 | — | 35 | 33 | 20 |
定位表面的平整度
對於整個長度上導軌支撐的平整度 E6,建議根據第 3 節 - 運轉精度中的圖表,以精度等級的運轉精度值為指導。
滑塊支撐的平整度 E7 不應超過下表中列出的值。
MR 導軌系列滑塊支撐的平整度 E7
| 尺寸 | 平整度(μm) |
|---|---|
| 25 | 0.5 |
| 30 | 0.8 |
| 35 | 0.8 |
| 45 | 1 |
| 55 | 1 |
| 65 | 2 |
| 100 | 2 |
⚠️ 重要提醒
- 連接表面的精度直接影響導軌系統的性能和使用壽命
- 建議表面粗糙度 Ra 0.4 至 1.6 μm
- 必須嚴格遵守平行度和平整度公差
- 預壓等級越高,對支撐表面精度的要求越嚴格
